Til að bæta vöruþekkingu nýrra starfsmanna hélt Meiwha Industry Association árlega vöruþekkingarþjálfun árið 2023 og hóf röð þjálfunar fyrir allar Meiwha vörur.
Sem hæfur Meiwha einstaklingur verður það að vera skýrari þekking á verkfærahaldurum, innskotum og fræsingartöppum, borvélum, leiðinlegum kvörnvélum og öðrum viðeigandi vörum. Við skulum einnig draga saman efni þessarar þjálfunar,


CNC verkfærahaldarinn hefur verið hannaður til að halda alls kyns skurðarverkfærum örugglega á meðan þau eru færð fram og til baka við vinnslu. Með getu sinni til að skipta fljótt um skurðarvélar af mismunandi stærðum getur þetta tæki skipt sköpum hvað varðar tímasparnað og skilvirkni við notkun véla eins og rennibekka eða fræsivéla. Hann ætti að hafa stillanlegar stopp svo að notendur viti nákvæmlega hvar skurðurinn byrjar og endar í hvert skipti – sem eykur nákvæmnina verulega. Verkfærahandfangið er tengihlutur vélarinnar og verkfærisins. Verkfærahandfangið er lykilhlekkur sem hefur áhrif á...sammiðja og kraftmikið jafnvægi. Það má ekki líta á það sem almennan þátt.Sammiðja getur ákvarðað hvort skurðmagn hvers skurðarhluta sé einsleitt við eina snúning verkfærisins; Þegar spindillinn snýst mun kraftmikið ójafnvægi valda reglubundnum titringi.
MeiwhaHandhafi, algengar gerðirWe skipt í BT-ER Handhafi, BT-C sterktHandhafi,FMB-FMA andlitsfræsariHandhafi, BT-MTA Mose keilulaga ermi, BT-SK hraðspenniskrúfa sk, BT-APU borskrúfa, BT-HM vökvaþensluskrúfa, BT-SR krympiskrúfa

Fyrir cAlgengt er að nota CNC fræsitæki, samkvæmt löguninni, skipta í flattinnsetningar, kringlótt nefinnsetningar og boltiinnsetningar
Hvert verkfæri hefur sitt sérstaka hlutverk, sem er eins og hér segir:
1) flattinnsetningarCNC vinnslumiðstöð flattinnsetningar innsetningarer einnig kallað flattinnsetningareða endafræsari, umhverfis aðalskurðbrúnina, botninn fyrir aukaskurðbrúnina. Hægt að nota fyrir grófa og skýra horn, frágang á hliðarplani og láréttu plani. Algengar eru ED20, ED19.05 (3/4 tommur), ED16, ED15.875 (5/8 tommur), ED12, ED10, ED8, ED6, ED4, ED3, ED2, ED1.5, ED1, ED0.8 og ED0.5. E er fyrsti bókstafurinn í endafræsara; D táknar þvermál skurðbrúnarinnar. Við venjulegar aðstæður skal reyna að velja stóran þvermál.innsetningarþegar opnað er þykkt og eins stutt og mögulegt er þegar hlaðið erinnsetningartil að tryggja nægilega stífleika og forðast fjaðririnnsetningarÞegar þú velurinnsetningar, það er nauðsynlegt að sameina vinnslusvæðið, ákvarða stystu blaðlengdina og lengd beina hlutans og velja þann sem hentar bestinnsetningarfáanlegt í fyrirtækinu. Ef hliðarhallinn er kallaður halliinnsetningar, þú getur klárað brekkuna.
2) Hringlaga nefinnsetningarCNC vinnslumiðstöð með kringlóttu nefiinnsetningar, einnig kallað flatt Rinnsetningar, hægt að nota til að opna grófa, flata og bogna löguninnsetningarAlmennt er hornradíusinn R0,1 ~ R8. Það eru almennt samþættar og innfelldar blaðblöð. Hringlaga nefiðinnsetningarmeð innskots korni er einnig kallað "fljúgandi"innsetningar„, sem er aðallega notað fyrir stórt svæði með grófu og láréttu sléttu opnunarsvæðiinnsetningarAlgengustu eru ED30R5, ED25R5, ED16R0.8, ED12R0.8 og ED12R0.4. Eins og kostur er, stórinnsetningarætti að velja fyrir grófa vinnslu á flugvéluminnsetningarÞegar unnið er með dýpri svæði ætti að setja upp lengd verkfærisins fyrst fyrir stutta vinnslu á grunnari svæðum og síðan fyrir lengri vinnslu á dýpri svæðum, til að bæta skilvirkni og ekki skera.
3) BoltinninnsetningarCNC vinnslumiðstöð boltansinnsetningarer einnig kallað Rinnsetningar, aðallega notað fyrir bogadregin yfirborð í ljósiinnsetningarog ljósinnsetningarAlgengustu kúluhnífarnir eru BD16R8, BD12R6, BD10R5, BD8R4, BD6R3, BD5R2.5 (oft notaðir til að vinna hlaupara), BD4R2, BD3R1.5, BD2R1, BD1.5R0.75 og BD1R0.5. B er fyrsti bókstafurinn í kúlufræsara. Við venjulegar aðstæður er mælt með því að mæla innri hringradíus unninna mynda til að ákvarða hvaða verkfæri er notað til frágangs, og valið eins stórt og mögulegt er.innsetningar, innsetningarviðgerðinnsetningarvinnsla

einn Fræsivél er snúningsskeri með einni eða fleiri skurðartönnum til fræsingar.Þegar unnið er sker hver skurðartönn af jaðri vinnustykkisins með hléum. Fræsirinn er aðallega notaður í fræsivélum til að vinna úr sléttum, þrepum, rifum, mótunarflötum og skurðarvinnu.-stykki.
Fræsisker er skipt í flata endafræsara, kúluendafræsara, hringlaga fræsara og álfræsara.

4.Kranar
Bankaðu ereinn Tól til að vinna úr ýmsum meðalstórum og smáum innri þráðum. Það er einfalt í uppbyggingu og auðvelt í notkun. Hægt er að stjórna því handvirkt og einnig er hægt að vinna það á vélum.
Hvað er að banka

Tapping er notkun tappa til að skera innri þræði í gatið í vinnustykkinu.-stykki.
Kranar skiptast íBeintSpíralkran,Flaututappi, odditappi og útdráttartappi

5.Borvél
Hinn Bor er skurðarverkfæri í bor sem notað er til að fjarlægja efni til að mynda gat og hefur næstum alltaf hringlaga þversnið.Borar eru fáanlegir í ýmsum stærðum og gerðum og geta borað mismunandi gerðir af götum í mörgum mismunandi efnum. Til að bora gat er borinn venjulega festur við borinn, sem venjulega er snúið til að veita kraft til að skera vinnustykkið. Borinn grípur efri enda borsins sem kallast skaftið í klemmunni.
Samkvæmt mismunandi efnum í vinnustykkinu getum við skipt borunum í HSS bor, álbor, snúningsbor og karbítbor.

Einn vise er alhliða festing sem notuð er til að halda vinnustykki.Tækið er staðsett á vinnuborðinu til að klemma og festa vinnustykkið. Það er nauðsynlegt verkfæri fyrir verkstæðið. Hægt er að snúa snúningsdiskklemmunni til að snúa vinnustykkinu í viðeigandi vinnustöðu.
Við erum með öflugan vökvakerfisskrúfstöng, MC Compact Power-skrúfstöng og hornskrúfstöng.

Fyrir vinnsluaðila, ef verkfærið er slitið í notkun, er hægt að nota það til að slípa verkfærið, þannig að hægt sé að halda áfram að nota blaðið til að uppfylla nákvæmniskröfur vinnustykkisins.
Við höfum mylluslípara, kranaslípara, boraslípara þrjár gerðir af kvörnvélum
Fræsingar, kranar og borbitar geta verið slípaðir

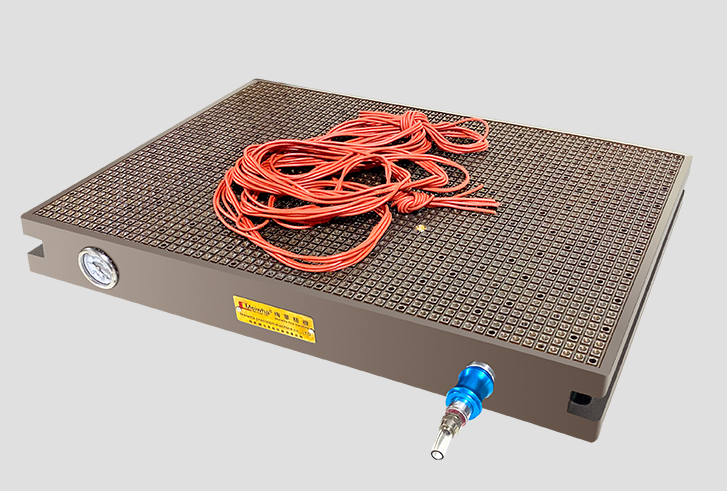
7.Sogsjúklingur
Vinnustykkið er aðsogað á yfirborð disksins til að festa og vélin klippir,
Við höfum samþætta CNC tómarúmsog, CNC öfluga varanlega segulsog, CNC rafsegulmagnaða segulfjöður, þrjár gerðir af sogskálum
Birtingartími: 24. febrúar 2023




